The corrosion control experts at Heresite Protective Coatings share coil coating tips and more.
Heresite is the leader in coating protection for the most corrosive environments, with the industry’s most extensive data set. [Photo: Courtesy of Heresite Protective Coatings]
Heresite at a Glance
-
Resistance to extreme marine/salt air and chemical environments
-
Corrosion protection delivered in a thin, flexible film
-
Coating solutions for any style coil
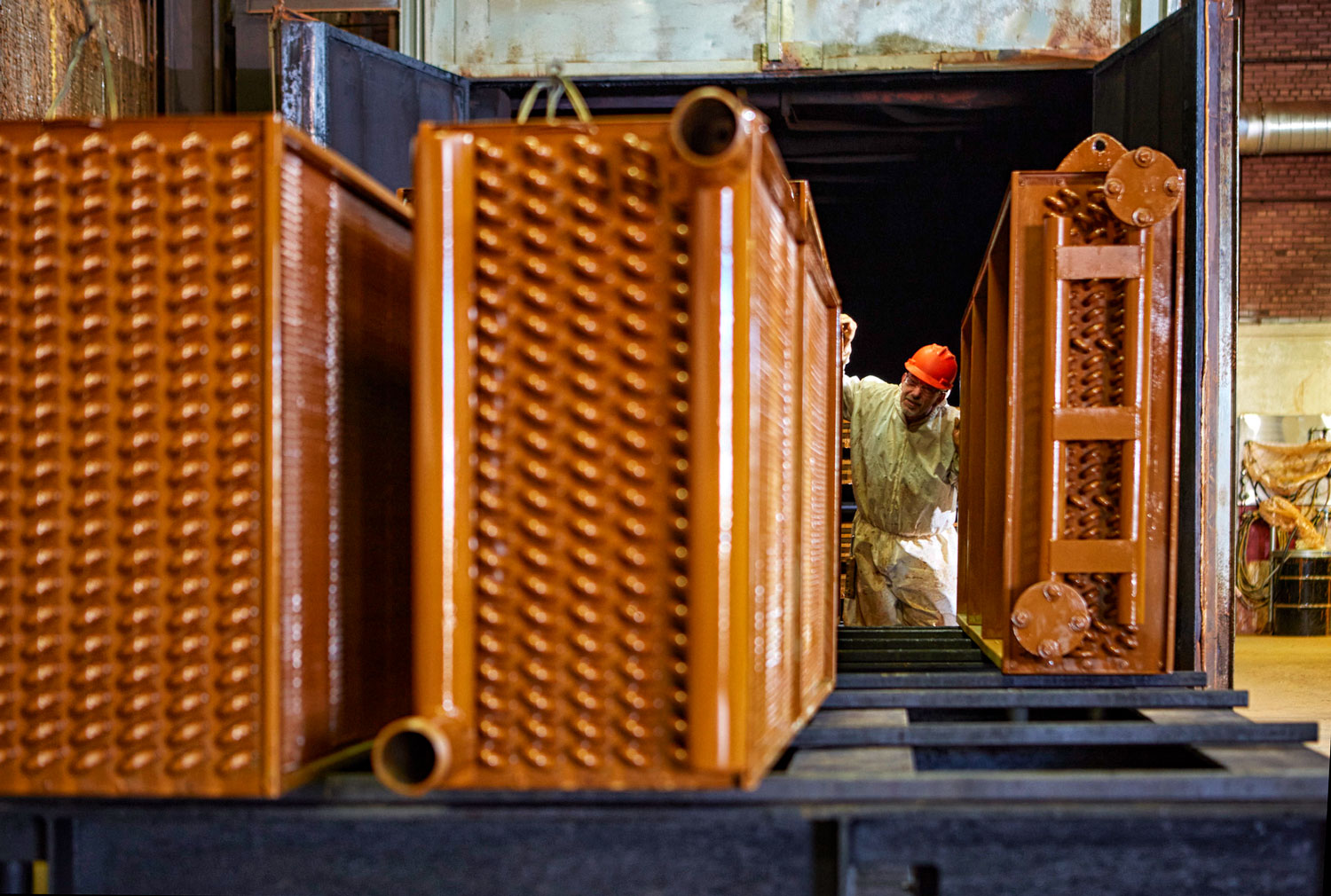
Since the 1960s, Heresite Protective Coatings has been serving the HVAC-R industry as the first company to develop a coating and process to significantly lengthen the lifespan of aluminum condensers and evaporators.
The Heresite coating used today is notable for its minimal thermal loss (less than 1%), flexible yet corrosion-resistant finish, and ability to withstand temperature shocks—from well below freezing all the way up to 400 degrees Fahrenheit. The company has the longest track record of providing high-quality protective coatings for air conditioning and refrigeration systems in moderate to severely corrosive environments, including coastal and industrial applications.
Innovation didn’t stop in the ’60s, though. The company’s latest product goes by a well-known name, P-413, but offers new levels of performance using phenolic-epoxy coating for heat exchangers. The P-413 offers increased performance in all applications, from marine salt air to high humidity and chemical exposure. It also protects in industrial applications like wastewater treatment, swimming pools, food processing, factories, and other environments with exposure to chemical fumes.
Other innovations will follow the P-413, as the company is focused on product R&D and testing to develop new coating chemistries outside of phenolics. “We are focused on delivering the best coating type and application process for the type of performance our customers are trying to achieve. It’s always changing, but we are fortunate to have a substantial history of product development and testing within the heat transfer coatings market,” says Peter Hellman, president of Heresite Protective Coatings. The most recent advances in R&D aside from the P-413 are a new hydrophilic topcoat (HL-300) and a new coil spray (ES-600), now being released to the market.
The Best Time to Coat is Now
Hellman says proper coil coating from the outset can double or triple a component’s life. While coil coating may be done at different times, it works best when it’s completed before installation into a unit—fully immersing the condenser and evaporator coils to ensure full coverage of the coil’s surface. While protective sprays are effective for certain coil styles and other parts/equipment, many end-users are most satisfied with a full immersion process.
Heresite acknowledges the upfront costs of coil coatings, but it’s worth it to reduce the unit’s failure rate, according to Dan Puyleart, Heresite’s technical director. Some may prefer to use a different metal substrate to protect their unit, typically copper, but that adds cost, Puyleart says. “While the coating is adding incremental cost, it’s a sound investment and a better option than going with the alternative,” he says.
Of course, Heresite has solutions whether you want to fully immerse coils or spray coils before installation. There are trade-offs, and performance depends on the type of coating and application process. “The most robust process is with our P-413 coating from the factory,” Hellman says. “But budgets and logistics certainly factor into the decision-making. The P-413 is a premium option, but efforts with the ES-600 will target the spray-applied market that is typically lower in cost and often a more local solution, applied closer to the time of installation.”
Heresite’s coating from the factory is also oven-cured, so it performs to a higher level and higher specifications than what you’d get onsite, when ambient cured products, or those cured by exposure to the air, are installed. “You get real performance benefits through an oven cure,” Hellman says. “The resulting film is more resilient to corrosive conditions, be it marine or chemical.”

[Photo: Courtesy of Heresite Protective Coatings]
Top-notch Testing, Proven Results
Several years ago, Heresite began looking at the International Organization for Standardization (ISO) testing procedures for coatings in offshore environments (ISO 20340). This testing process was used to develop the new P-413.
While Heresite and competitors all complete ASTM-B117, static salt spray testing, Heresite does more intensive cyclic testing, too. Consider Florida, where you have salt air exposure but also sun and rain. Heresite’s use of the ISO-20340 procedure cycles the coating through salt spray, sunlight, and freezing weekly for 25 weeks. “A coating that performs well with static ASTM B-117 salt spray doesn’t necessarily pass this test,” Hellman says. If you’re making this kind of investment, don’t you want to know what the coating can really stand up to?
Of course, there are many styles of coils, from aluminum fin, copper tube to all-aluminum microchannel, and Heresite can protect them all. “We have coating options for any style of coil,” Hellman says. “Some people think you can’t coat certain coils with some products, but we’ve done coils up to 30 fins per inch. We’ve coated coils greater than 35 feet that weigh 15,000 pounds and we’ve done work that’s the size of a toaster. No matter your fin style or metal, no matter how intricate, we have options and processes to coat those surfaces.”
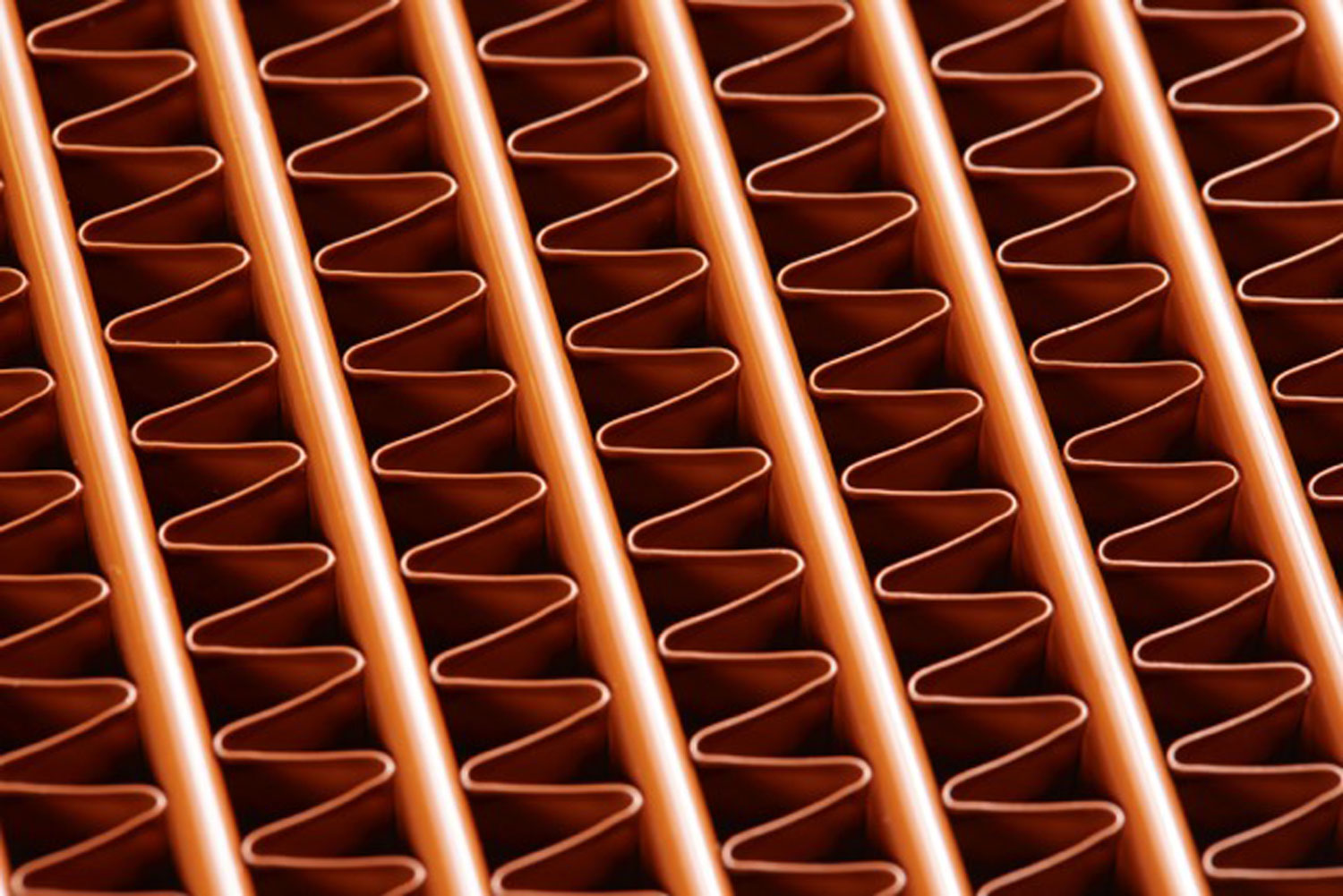
Heresite coil coatings are thin and flexible, while providing consistent and complete coverage of HVAC fins and coils. [Photo: Courtesy of Heresite Protective Coatings]
5 Reasons to Implement Coil Coatings
- Prevent corrosion of HVAC equipment in coastal and marine areas, refineries, wastewater plants, swimming pool environments, and more.
- Improve functionality of your equipment.
- Protect your unit in a high humidity environment.
- Easier to clean equipment.
- Increased lifespan of your components.


